Centru de produse




LINIE DE PRODUCȚIE A PANOULOR COMPOZITE DIN ALUMINIU FR A2
Descriere produs
1. Materialul central anorganic necombustibil + materialul metalic reprezintă combinația perfectă de rezistență, flexibilitate, rezistență la foc, rezistență la umiditate, izolație termică, izolație fonică și finisaje.
2. Performanță excelentă la foc. În testul de ardere, propagarea zero a focului, absența halogenului, absența fumului, absența toxicității, absența scurgerilor, absența radiațiilor etc. au dovedit performanța sa excelentă în materie de siguranță și are caracteristici de protecție a mediului înconjurător.
3. Performanță decorativă excelentă, produse elegante și frumoase, rezistență la coroziune, rezistență la poluare, durabilitate.
4. Combinația perfectă de rezistență și flexibilitate compensează complet lipsa de rezistență a panoului compozit din aluminiu. Acesta poate fi realizat într-o formă hiperbolică, fiind ușor de instalat și întreținut.

Principiul de producție
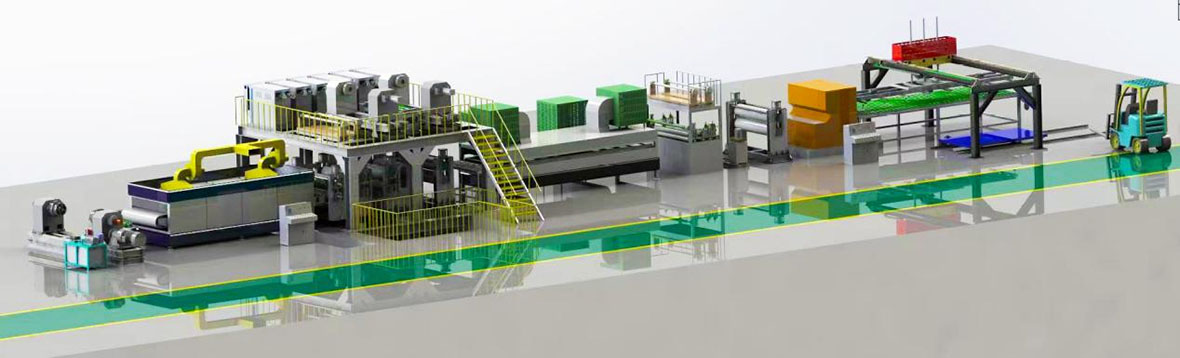
Materialul miezului A2 înfășurat este eliberat prin derulator, apoi materialul miezului este încălzit la temperatură ridicată în cuptor pentru a înmuia bobina miezului. În acest moment, bobina miezului capătă plasticitate. După ce materialul miezului trece prin cuptor, pelicula superioară și inferioară de aluminiu este eliberată de mașina de derulat bobina de aluminiu, pelicula adezivă este trecută printr-o rolă precompozită, iar pelicula adezivă este atașată de pelicula de aluminiu, apoi peliculele superioară și inferioară de aluminiu trec prin unitatea de compoundare pentru a face ca pelicula de aluminiu și panoul miezului să se îmbine. Temperatura mașinii poate fi setată separat. După trecerea prin mai multe grupuri de unități de compoundare, după laminarea la cald și extrudarea la temperatură înaltă, panoul este lipit și format, apoi răcit de o cutie de aer răcită cu apă și apoi trecut printr-o rolă de nivelare pentru a lipi ferm pelicula adezivă. În acest moment, placa este apoi tăiată. După ce lățimea este determinată, placa trece prin tamburul de antrenare și apoi ajunge la mașina de forfecare. Unitatea de forfecare taie lungimea fixă în funcție de lungimea setată. După generarea plăcii compozite, aceasta este transferată pe palet prin platforma automată de încărcare și descărcare. Este stivuită, iar în final ambalată și expediată manual.